UN 1.1/4 x 8 Baer HSSG Hand Tap Taper (No. 1)
UN 1.1/4 x 8 Baer HSSG Hand Tap Taper (No. 1) is backordered and will ship as soon as it is back in stock.
Couldn't load pickup availability
Delivery and Shipping
Delivery and Shipping
Shipping Information
Place your order before 2 PM for same-day shipping!
We partner with DPD for all deliveries, ensuring full traceability and a one-hour delivery window, so you don’t have to wait around all day.
Shipping Cost: €8.99
Free Shipping: On orders over €50
Fast, reliable, and hassle-free delivery—straight to your door!

UN 1.1/4 x 8 Baer HSSG Hand Tap Taper (No. 1)
We ship with DPD
Order before 2pm for next day delivery
Need to collect? We are open 9am - 5pm Mon Friday Saturday 10am - 4PM
Description
Description
BAER HSSG Hand Tap Taper (No. 1) UN 1.1/4 x 8
The hand tap taper tap (No. 1) enables you to pre-cut a thread. The advantage of pre-cutting a thread is that the cutting forces on the subsequent finishing tap (No. 3) are reduced. The taper tap (No. 1) is marked with a ring and removes approx. 65 percent of the thread profile. Because no complete thread profile is cut, the thread is not yet usable. Only when the finishing tap (No. 3) completes the thread in the last process is it fully usable. By dividing the work between two or three taps, it is easier to cut a straight and clean thread by hand.
Compared to the machine tap, the hand tap has a short shank. This allows you to cut internal thread by hand without jamming and can be operated with tap wrenches, tool ratchets or other holding tools with square drive.
The thread can be cut in a pre-drilled core hole.
Dimensions
| Diameter | 1.1/4" |
|---|---|
| Nominal diameter in inches | 1,25 |
| Nominal diameter in mm | 31,75 |
| Pitch | 8 |
| Pitch in mm | 3,175 |
| Dimension | UN 1.1/4" x 8 |
| Square | 18 mm |
Characteristics
| Product group | Screw taps |
|---|---|
| Product type | Hand tap sets |
| Thread standard | UN: American Unified National thread according to ANSI B1.1 - 8 TPI with 8 threads per inch |
| Tolerance | 2B |
| Direction | Right |
| Standard | DIN 2184-2 |
| Tensile strength at room temperature | up to 900 N/mm² | 27.1 HRC |
| Material | HSSG bright |

28.75 mm

Through hole and blind hole up to 2 x D

Form A straight fluted

6-8 threads

Rarely occurs. Chips remain in flutes.

External cooling and lubrication

HSSG bright

up to 900 N/mm² | 27.1 HRC

2B
Applications
- Materials with good machinability up to 900 N/mm²
- Unalloyed and low-alloy steels
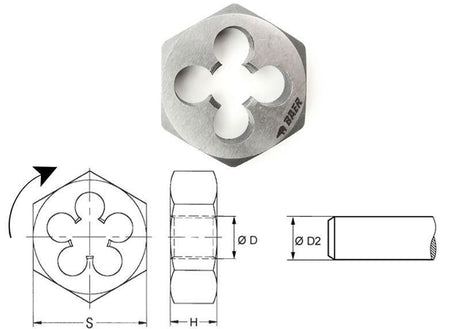
Technical drawing

| D1 | UN 1.1/4 x 8 |
|---|---|
| D2 | 22 mm |
| L1 | 125 mm |
| L2 | 36 mm |
| Diameter | 1.1/4" |
| Square | 18 mm |
Application – Sample materials for taps
| Unalloyed construction steels | |
|---|---|
| 1.0035 | S185 (St33) |
| 1.0036 | S235JRH |
| 1.0038 | RSt37-2 |
| 1.0039 | S235JRG1+CR |
| 1.0044 | St44-2 |
| 1.0060 | E335 (St60-2) |
| 1.0116 | St37-3 |
| 1.0570 | St 52-3 |
| Alloyed construction steels | |
|---|---|
| 1.5415 | 15Mo3 |
| 1.5423 | 16Mo5 |
| 1.5622 | 14Ni6 |
| 1.7335 | 13CrMo44 |
| 1.7337 | 16CrMo44 |
| 1.7715 | 14MoV63 |
| Free-cutting steels | |
|---|---|
| 1.0711 | 9S20 |
| 1.0715 | 9SMn28 |
| 1.0718 | 11SMnPb30 |
| 1.0721 | 10S20 |
| 1.0723 | 15S20 |
| 1.0726 | 35S20 |
| 1.0737 | 9SMnPb36 |
| 1.0758 | 60SPb20 |
| Case-hardening steels | |
|---|---|
| 1.0401 | (C15) |
| 1.7016 | 17CR3 |
| 1.7131 | 16MnCr5 |
| 1.5919 | 15CrNi6 |
| Quenched and tempered steels unalloyed | |
|---|---|
| 1.0402 | C 22 |
| 1.1151 | C22E (Ck22) |
| 1.0503 | C 45 |
| 1.1191 | C45E (Ck45) |
| Cast steel | |
|---|---|
| 1.0420 | GS-38 |
| 1.5419 | GS-22 Mo 4 |
| 1.6750 | GS-20 NiCrMo3 7 |
| 1.7357 | GS-17 CrMo 5 5 |
| Malleable cast iron | |
|---|---|
| 0.8145 | EN-GJMB 450-6 |
| 0.8170 | EN-GJMB 700-2 |
| 0.8045 | EN-GJMW-450-7 |
| 0.8055 | EN-GJMW-550-4 |
| Pure copper low-alloyed | |
|---|---|
| 2.0240 | CuZn15 |
| 2.0265 | CuZn30 |
| Brass short-chipping | |
|---|---|
| 2.0401 | CuZn39Pb3 |
| Brass long-chipping | |
|---|---|
| 2.0321 | CuZn37 |
| 2.0335 | CuZn36 |
| 2.0360 | CuZn40 |
| Aluminum cast Si > 5-12 % | |
|---|---|
| 3.2161 | G-AlSi8Cu3 |
| 3.2163 | G-AlSi9Cu3 |
| 3.2381 | G-AlSi10Mg |
| 3.2583 | G-AlSi12(Cu) |
| Lamellar graphite cast iron | |
|---|---|
| 0.6010 | EN-GJL 100 (GG-10) |
| 0.6020 | EN-GJL 200 (GG -20) |
| 0.6025 | EN-GJL 250 (GG-25) |
| 0.6030 | EN-GJL 300 (GG -30) |
| Copper-tin alloy (bronze) short-chipping | |
|---|---|
| 2.1090.01 | G-CuSn7ZnPb |
| 2.1086.01 | G-CuSn10Zn |
| 2.1097 | G-CuSn5ZnPb |
| Pure copper, low-alloyed copper | |
|---|---|
| 2.0240 | CuZn15 |
| 2.0265 | CuZn30 |
Payment & Security
Payment methods
Your payment information is processed securely. We do not store credit card details nor have access to your credit card information.
Size Matters!
No one in Ireland stocks the size range we do. Whether you need a pack of 2 or a box of 2,000 we've got you covered.

Product comparison grid
Add content here to explain a bit about the range of products on offer and which ones may be most suitable for your customers.
| Facet | ||||
|---|---|---|---|---|
| By | ||||
| By | BAERCOIL | BAERCOIL | JG Engineering | BAERCOIL |
| Price | ||||
| Price |
€279.06
Unit price
/
Unavailable
|
€4.11
Unit price
/
Unavailable
|
From
€3.63
Unit price
/
Unavailable
|
€97.17
Unit price
/
Unavailable
|
| Description | ||||
| Description | Product information BAER Hexagon Die Nut R (BSPT) 1" x... | Product information BAER Die Stocks - Zinc die cast 1''... | External Circlips: The most common form of axially fitted circlips for... | BaerCoil spiral drill for BaerCoil taps shaft: 13mm or 16mm;... |