BaerFix with cutting holes M 8 x 1,25 - 9 mm - 100 pcs.
BaerFix with cutting holes M 8 x 1,25 - 9 mm - 100 pcs. is backordered and will ship as soon as it is back in stock.
Couldn't load pickup availability
Delivery and Shipping
Delivery and Shipping
Shipping Information
Place your order before 2 PM for same-day shipping!
We partner with DPD for all deliveries, ensuring full traceability and a one-hour delivery window, so you don’t have to wait around all day.
Shipping Cost: €8.99
Free Shipping: On orders over €50
Fast, reliable, and hassle-free delivery—straight to your door!

BaerFix with cutting holes M 8 x 1,25 - 9 mm - 100 pcs.
We ship with DPD
Order before 2pm for next day delivery
Need to collect? We are open 9am - 5pm Mon Friday Saturday 10am - 4PM
Description
Description
BaerFix Thread Inserts with cutting holes M 8 x 1.25 - 9 mm - 100 pcs.
BaerFix® thread inserts with three tapping holes are self-tapping and guarantee a permanent fixed thread connection in your workpiece and are extremely easy to handle. Simply screw them into the hole - you cut the holding thread yourself.
If your thread is worn or torn out, a stable material connection is no longer possible. This is where the BaerFix® self-tapping thread insert comes in. With our self-tapping thread inserts you can repair your broken internal thread or strengthen an existing thread. If there are damaged threads in your components, this does not have to be a waste. Simply insert a threaded bush with the same internal thread into the component, so that your thread is not only repaired, but can also be loaded at the same time with higher pull-out strength and is also more wear-resistant.
With BaerFix® thread inserts you need fewer connecting parts, reduce the screw dimensions to be used, save material and space - and all this with low weight and high requirements. For many products, saving weight is an important factor.
The BaerFix® self-tapping thread inserts with cutting holes are ideal when you want to create a strong connection for materials that are difficult to machine. These inserts have a thicker wall and can therefore absorb more force, which is also distributed over three cutting holes. They are also the right choice if you do not need a screw locking effect. If a clamping effect is desired, we recommend our self-tapping thread inserts with cutting slots.
Dimensions
| Diameter | 8 |
|---|---|
| Pitch | 1,25 |
| Dimension | M 8 x 1,25 |
Characteristics
| Product group | Self-cutting thread inserts |
|---|---|
| Speed guide value for light metals | 280-400 R/min |
| Product type | BaerFix self-cutting inserts with cutting holes |
| Thread standard | M: Metric ISO standard thread according to DIN 13 |
| Tolerance | ISO2/6H |
| Direction | Right |
| Type | with cutting holes |
| Material | Case-hardened steel, galvanized |
Guidelines for material machining
| Maximum insertion torque | 28 Nm |
|---|---|
| Speed guide value for light metals | 280-400 R/min |
| Drilling depth | Min. drilling depth for through hole: 9.00 mm Min. drilling depth for blind hole: 11.00 mm |
| Pre-drilling diameter | Light metal alloys (tensile strength below 250 N/mm²): 11.1 mm Light metal alloys (tensile strength 250 - 300 N/mm²): 11.2 mm Light metal alloys (tensile strength 300 - 350 N/mm²): 11.3 mm Light metal alloys (tensile strength above 350 N/mm²): 11.5 mm Brass, non-ferrous metals, bronze (tensile strength above 350 N/mm²): 11.3 - 11.5 mm Cast iron (Brinel hardness below 150 HB): 11.1 mm Cast iron(Brinel hardness 150 - 200 HB): 11.2 - 11.3 mm Cast iron (Brinel hardness above 200 HB ): 11.5 mm |
Attributes
- Thread repair damaged or worn threads
- Scrap recovery
- Thread armoring of materials with low shear strength such as aluminium and magnesium alloys, wood, PVC, etc
- For example, in an application in light metal, a pull-out strength can be achieved that is higher than the yield strength of an 8.8 screw.
- Cutting the holding thread itself during screwing in
- high compression with the holding material
- very high pull-out strength
- minimises space and weight
- high corrosion resistance
- easy to use
- Areas of application in the entire metal and plastics processing industry
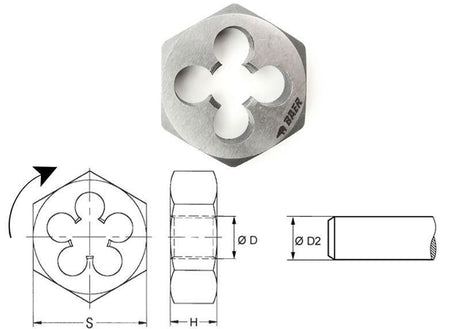
Technical drawing

| D1 | M 8 x 1,25 |
|---|---|
| D2 | M 12 x 1,5 |
| L1 | 9 mm |
| Diameter | 8 |
Minimum wall thickness

| materials |
|---|
| Rmin (light metal): 2.40 mm Rmin (cast iron): 3.60 mm Rmin (plastic): 3.00 mm |
Payment & Security
Payment methods
Your payment information is processed securely. We do not store credit card details nor have access to your credit card information.
Size Matters!
No one in Ireland stocks the size range we do. Whether you need a pack of 2 or a box of 2,000 we've got you covered.

Product comparison grid
Add content here to explain a bit about the range of products on offer and which ones may be most suitable for your customers.
| Facet | ||||
|---|---|---|---|---|
| By | ||||
| By | BAERCOIL | BAERCOIL | JG Engineering | BAERCOIL |
| Price | ||||
| Price |
€279.06
Unit price
/
Unavailable
|
€4.11
Unit price
/
Unavailable
|
From
€3.63
Unit price
/
Unavailable
|
€97.17
Unit price
/
Unavailable
|
| Description | ||||
| Description | Product information BAER Hexagon Die Nut R (BSPT) 1" x... | Product information BAER Die Stocks - Zinc die cast 1''... | External Circlips: The most common form of axially fitted circlips for... | BaerCoil spiral drill for BaerCoil taps shaft: 13mm or 16mm;... |