BAER HSSE Machine Tap - 35° RSP - MF 20 x 1.5 - DIN 374
BAER HSSE Machine Tap - 35° RSP - MF 20 x 1.5 - DIN 374 is backordered and will ship as soon as it is back in stock.
Couldn't load pickup availability
Delivery and Shipping
Delivery and Shipping
Shipping Information
Place your order before 2 PM for same-day shipping!
We partner with DPD for all deliveries, ensuring full traceability and a one-hour delivery window, so you don’t have to wait around all day.
Shipping Cost: €8.99
Free Shipping: On orders over €50
Fast, reliable, and hassle-free delivery—straight to your door!

BAER HSSE Machine Tap - 35° RSP - MF 20 x 1.5 - DIN 374
We ship with DPD
Order before 2pm for next day delivery
Need to collect? We are open 9am - 5pm Mon Friday Saturday 10am - 4PM
Description
Description
BAER HSSE Machine Tap - 35° RSP - MF 20 x 1.5 - DIN 374
Our machine taps are powerful and reliable taps for efficient machining in one step with the machine. Machine taps are used especially in industrial manufacturing. They can be used in CNC machines, thread cutting machines, cordless drills and pneumatic tapping arms, among others. As they are characterised by high efficiency and low production costs, they are often used in series production. The thread is cut by machine in one operation. Thus, although the BAER machine tap can basically be compared with short machine taps, it is designed for use with the machine.
The machine tap can be used for blind holes, as the short chamfer and the spiral flutes ensure that the chip is discharged to the rear of the hole.
Every material shows individual chip behaviour. Therefore, screw taps must have the correct rake angle and - for even better results - a specially treated surface. This is the only way to achieve a good chip transport and to produce a thread that is true to gauge.
The high quality of the cobalt-alloyed HSSE steel we use ensures that our tools are extremely durable and robust. Due to special hardening processes and repeated tempering the hardness structure is very homogeneous, which forms the ideal basis for a genuine BAER screw taps. This increases the toughness and stability of the screw taps, allowing them to remain in use for longer.
Dimensions
| Diameter | 20 |
|---|---|
| Nominal diameter in inches | 0,787 |
| Nominal diameter in mm | 20 |
| Pitch | 1,5 |
| Pitch in mm | 1,5 |
| Dimension | MF 20 x 1,5 |
Characteristics
| Product group | Screw taps |
|---|---|
| Product type | Machine taps |
| Thread standard | MF: Metric ISO fine thread according to DIN 13 |
| Tolerance | ISO2/6H |
| Direction | Right |
| Standard | DIN 374 |
| Tensile strength at room temperature | up to 900 N/mm² | 27.1 HRC |
| Material | HSSE bright |

18.5 mm

Blind hole up to 3 x D

Form C 35° RSP

2-3 threads

Chips are removed upwards against the cutting direction

External cooling and lubrication

HSSE bright

up to 900 N/mm² | 27.1 HRC

ISO2/6H
Applications
- Materials with good machinability up to 900 N/mm²
- Unalloyed and low-alloy steels
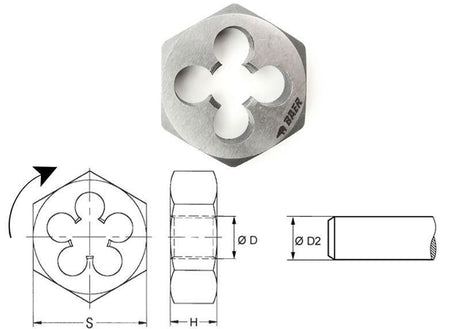
Technical drawing

| D1 | MF 20 x 1,5 |
|---|---|
| D2 | 16 mm |
| L1 | 125 mm |
| L2 | 17 mm |
| Diameter | 20 |
| Square | 12 mm |
Application – Sample materials for taps
| Unalloyed construction steels | Cutting speed vc in m/min | |
|---|---|---|
| 1.0037 | St 37-2 | 5 - 12 |
| 1.0044 | St 44-2 | 5 - 12 |
| 1.0039 | S 235JRG1+CR | 5 - 12 |
| 1.0060 | St 60-2 | 5 - 10 |
| Free-cutting steels | Cutting speed vc in m/min | |
|---|---|---|
| 1.0718 | 9 SMnPb 28 | 5 - 12 |
| 1.0721 | 10 S 20 | 5 - 12 |
| 1.0736 | 9 SMn 36 | 5 - 12 |
| 1.0726 | 35 S 20 | 5 - 10 |
| Cast steel | Cutting speed vc in m/min | |
|---|---|---|
| 1.0420 | GS-38 | 8 - 15 |
| 1.1120 | GS-20 Mn 5 | 5 - 15 |
| 1.5633 | GS-24 Ni 8 | 5 - 12 |
| 1.7379 | GS-18 CrMo 9 10 | 5 - 12 |
| Alloyed construction steels | Cutting speed vc in m/min | |
|---|---|---|
| 1.5415 | 15 Mo 3 | 5 - 12 |
| 1.5622 | 14 Ni 6 | 5 - 10 |
| 1.7335 | 13 CrMo 4 4 | 5 - 10 |
| 1.7715 | 14 MoV 6 3 | 5 - 10 |
Cutting speed vc [m/min] = (Outer diameter * π * speed) / 1000
Rotation speed n [1/min] = (Cutting speed in m/min * 1000) / (Outer diameter * π)
Feedrate programming [mm/min] = speed * pitch
Please note that the above cutting speeds are indicative and must be adjusted depending on lubrication and actuation.
Payment & Security
Payment methods
Your payment information is processed securely. We do not store credit card details nor have access to your credit card information.
Size Matters!
No one in Ireland stocks the size range we do. Whether you need a pack of 2 or a box of 2,000 we've got you covered.

Product comparison grid
Add content here to explain a bit about the range of products on offer and which ones may be most suitable for your customers.
| Facet | ||||
|---|---|---|---|---|
| By | ||||
| By | BAERCOIL | BAERCOIL | JG Engineering | BAERCOIL |
| Price | ||||
| Price |
€279.06
Unit price
/
Unavailable
|
€4.11
Unit price
/
Unavailable
|
From
€3.63
Unit price
/
Unavailable
|
€97.17
Unit price
/
Unavailable
|
| Description | ||||
| Description | Product information BAER Hexagon Die Nut R (BSPT) 1" x... | Product information BAER Die Stocks - Zinc die cast 1''... | External Circlips: The most common form of axially fitted circlips for... | BaerCoil spiral drill for BaerCoil taps shaft: 13mm or 16mm;... |